NQG-5III型分体式内燃切轨机质量稳定可靠,资质最全.价格最低.质保期最长.团队最专业产品销售遍布全国.欢迎垂询:18953724511 / 18605374511一、适用范围NQG—5III型内燃切轨机适用于切割43㎏/m~75㎏/m钢轨,切割断面质量符合铁道行业标准的要求,是铁路工务部···
全国24小时销售热线:
0537-7970778NQG-5III型分体式内燃切轨机质量稳定可靠,资质最全.价格最低.质保期最长.团队最专业产品销售遍布全国.欢迎垂询:18953724511 / 18605374511
一、适用范围
NQG—5III型内燃切轨机适用于切割43㎏/m~75㎏/m钢轨,切割断面质量符合铁道行业标准的要求,是铁路工务部门线路大修、维修及抢修作业必备机具。它具有切割速度快,薄片砂轮利用率高,切割断面质量高,操作简便,便于移动,使用安全、适用范围广等特点。
二、主要技术参数
1、内燃机:
1)型号 Honda GX200(日本本田汽油机)
2)转速 3600r/min
2、薄片砂轮(主轴):
1)主轴转速 3030r/min
2)规格Φ400×Φ32×4
3、切割时间 60kg/m钢轨,≤120S
4、薄片砂轮使用次数 50kg/m使用≥4次
60kg/m使用≥3次
5、整机质量 31.5kg
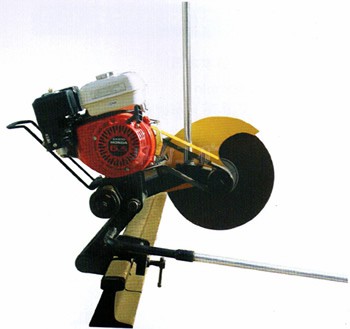
三、基本结构与工作原理
工作原理:依据无齿锯切削原理,利用摆动机构,使转动的薄片砂轮轴线绕着钢轨轴线沿着一定轨迹往复摆动,薄片砂轮对钢轨进行切割。薄片砂轮回转平面与钢轨断面接触长度较小,从而减少薄片砂轮的磨耗,提高薄片砂轮利用率及工作效率。
1、主运动:由发动机经离合器、驱动V带传动使主轴(薄片砂轮)回转。
2、进给运动:利用切割臂与摆臂的相对摆动,靠切轨机的自重来实现薄片砂轮的进给切削运动。切割臂主轴薄片砂轮回转面在摆臂(卡轨机构)中心平面旁侧,并悬臂较长,因此锯片可切到钢轨底。
基本结构:
1、摆臂轴、套间为滚动摩擦,减小磨损,延长寿命。
2、摆臂、切割臂、皮带轮为铸造铝合金结构,质量轻、强度高。
3、装夹机构具有防脱轨功能,切轨机安放在钢轨上,切轨机重心与钢轨中心轴线重合,即使旋松夹紧螺杆,切轨机不发生倾斜。
4、摆臂和切割臂分成两体,采用组装方式,操作简单,整体为铸造铝合金结构,减轻重量。
1操纵杆、2汽油机、3摆臂、4主轴薄片砂轮、5夹具、6切割臂、7连接轴、8手拉启动手柄
四、使用方法
1、首先安装薄片砂轮,装片前要检查薄片砂轮是否有裂纹,是否受潮变形,两侧是否平直,表面不平易造成切口偏斜及夹片,装片后拧紧锁紧螺母,但扭力不宜过大以免压碎薄片砂轮。
2、将切轨机摆臂装在钢轨上,拉出安装在卡具5上的定位尺,此时定位杆端面指示的位置即是砂轮切割位置,根据需要移动切轨机至预先设定的切割位置。然后使卡具内面(凸面)与钢轨顶面、轨腭下部贴紧,旋紧紧定螺栓,再将切轨机切割臂通过连接轴与摆臂连接好后并拧紧,安装薄片砂轮,并拧紧螺母,使切轨机处于工作状态。
3、一只手拉动操纵杆使切轨机处于钢轨上方,同时另一只手扶持另一操纵杆,以防薄片砂轮撞击钢轨。
4、安装好切轨机后,手拉启动手柄即可启动内燃机。内燃机启动后,怠速运行不少于30秒,检查机具各部是否正常,如有异常,停机排除。加大油门,观察薄片砂轮是否运转平稳,是否偏摆、跳动,各部是否正常。如发现异常,应停机更换砂轮或排除故障。切割前调整油门、风门,满足切割需要。
5、切割时,薄片砂轮的进给主要靠切轨机的自重和操纵杆的摆动,因此双手扶持操纵杆时,不要向下猛施压力,应根据需要有节奏的摆动操纵杆。
6、切割过程中,手握操纵杆要不停地往复摆动,不可停在某处。当发生夹片现象,应缓慢提升薄片砂轮,然后,继续切割,如仍然发生夹片现象,应停机检查原因或更换薄片砂轮。重新切割时,薄片砂轮必须与原切口完成吻合,否则,应变换切割位置。
7、切割过程中,如切口发生倾斜,应停机检查原因,排除故障或更换薄片砂轮,变换切割位置,重新切割。
8、通常是先切钢轨顶部,再切腰部,后切底部,直至切断。
9、当薄片砂轮磨耗到一定程度(砂轮直径约小于300mm)时,从钢轨一侧可能不能切断钢轨,此时需将砂轮摆到另一侧对切钢轨,直至切断。当砂轮磨耗后直径约小于260mm时,由于砂轮线速度降低,砂轮将加速损耗,此时即使对切钢轨也可能发生不能完全切断,建议更换薄片砂轮,避免钢轨未切断,再更换砂轮造成新砂轮与原切口不吻合现象。
Copyright © 2015-2023 2024新澳门全年免费原料网 版权所有 鲁ICP备13002216号-1 XML地图